
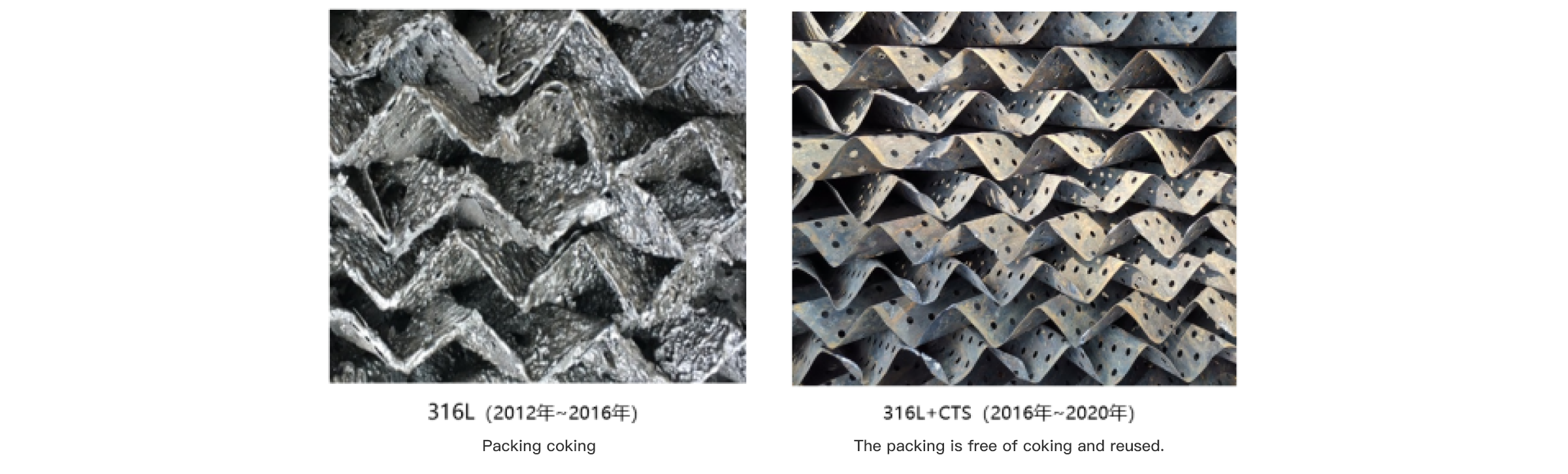
Before modifications, the pressure drop of the whole vacuum tower was 15 mmHg. During the overhaul in 2016, obvious coking was found in the washing section.
The packing of all 4 sections of the whole tower was replaced and treated with CTS.
After modification, the pressure drop of the whole tower was reduced from 15 mmHg to 8 mmHg, and then remained stable.During the overhaul in 2020, it was found that the packing in the washing section was free of coking and could be reused continously. According to statistics from 2017 to 2019, the total plant distillation yield increased by approximately 1.54%. If the difference for the costs of processing of diesel distillate, light wax oil, heavy wax oil, and vacuum residue was 500 yuan/ton, the savings would be 59.36 million yuan in three years.
A branch of Sinopec in Central China: 8 million tons/year atmospheric and vacuum distillation plant-vacuum tower- (sulfur content 1.16%, acid value 0.92 mgKOH/G)
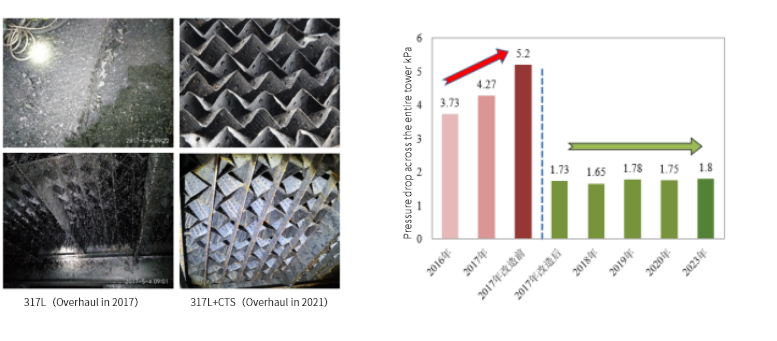
The 8 million tons/year atmospheric and vacuum distillation plant of Sinopec processes pipelined crude oil with a sulfur content of 1.16%. There are five sections of packing in the vacuum tower. In the second period of operation, the pressure drop of the vacuum tower increased yearly, rising to 3. 73 kPa in the middle period and up to 5. 2 kPa before the overhaul. During the overhaul in 2017, it was found that the 4th and 5th sections of the vacuum tower were seriously coked.
Solutions
2During the overhaul in 2017, and the vacuum tower was modified - the packing in the high-temperature section (sections 4 and 5) of the vacuum tower was replaced the CTS anti-coking treated packings.
Results
After startup, the pressure drop of the vacuum tower returned to normal value, and the pressure drop of the whole tower was stable.In the production cycle after the modifications, the distillation yield, in conjuntion with operation adjustments, increased by 3. 79% on average.According to the maintenance inspection in 2021, the packing in the washing section was free of coking, and the packing was used continously.By 2023, the plant has entered the second cycle, that is, CTS packing has been employed for more than 6 years, and the pressure drop of the whole tower is still stable around 1.8 kPa.
According to statistics, from the application of CTS technology in June 2017 to May 2020, the total distillation yield of vacuum tower increased by about 3.97%, and the productions output of diesel distillate, light wax oil and heavy wax oil increased by 839,500 tons in three years; If the price difference between diesel distillate, light wax oil, heavy wax oil and vacuum residue processing comprehensive income was 500 yuan/ton, the average annual benefit would increase by 139,914,300 yuan.
The applications of CTS has contibued to the stable, long-term, full capacity and optimal operation of the device, and produced huge economic benefits for customers.
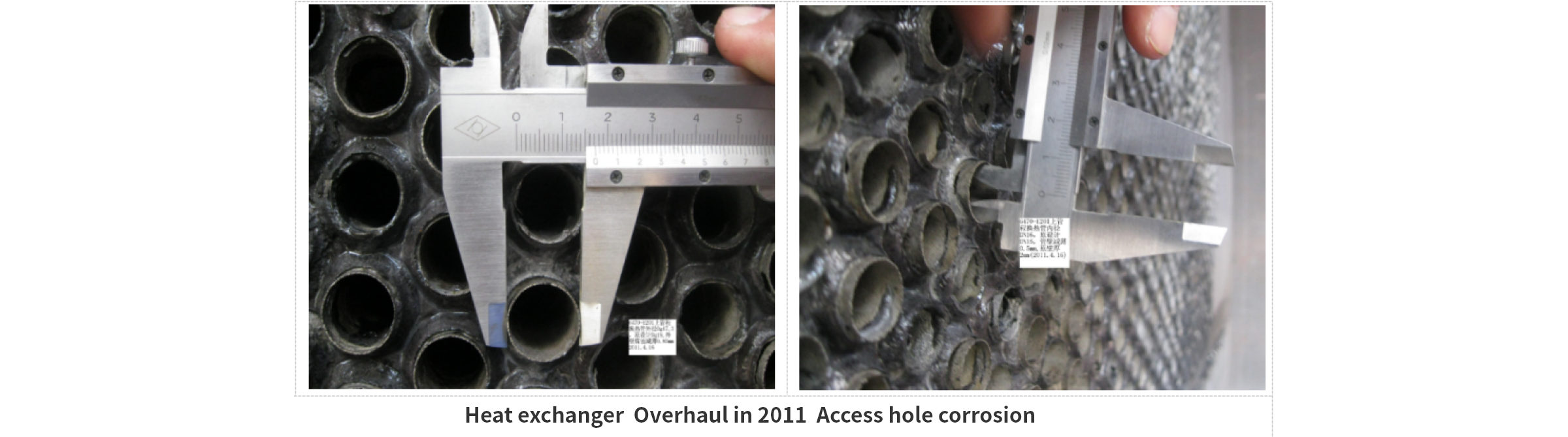
A branch of CNOOC: 12 million tons/year atmospheric and vacuum distillation plant - vacuum tower-washing section(Acid value 3.5mg KOH/G, sulfur content 0.2% ~ 0.26%)
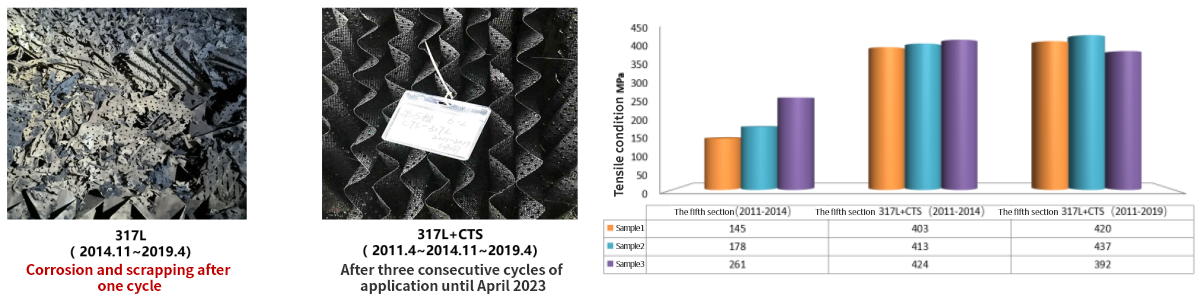
During the overhaul of the plant in October 2011, it was found that there was serious naphthenic acid corrosion in the 5th section packing of the vacuum tower.
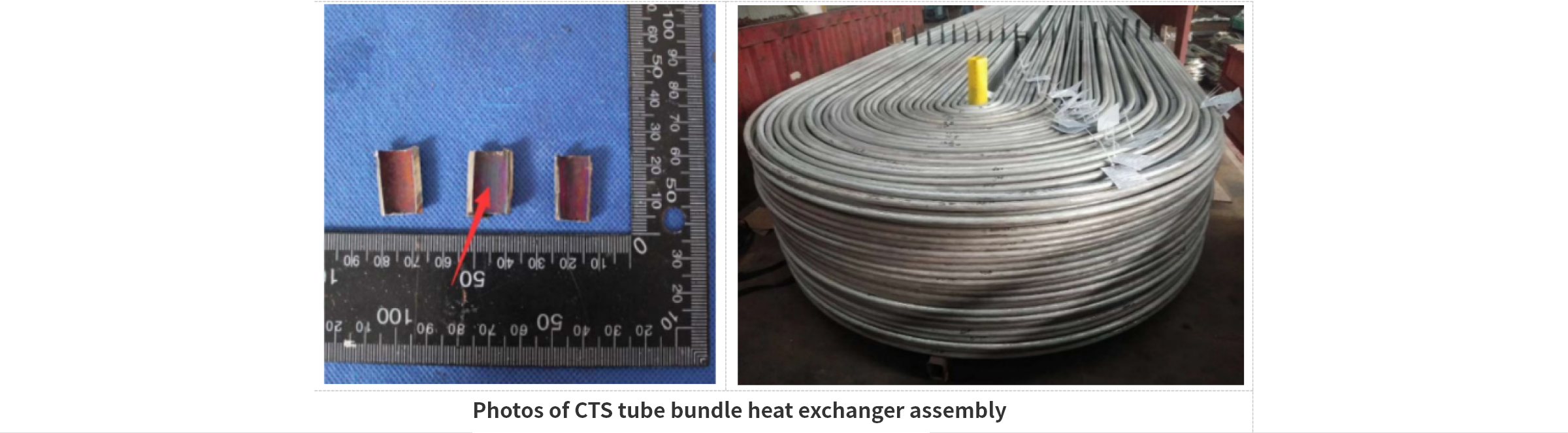
In view of the corrosions of the high-temperature section of the vacuum tower, a comparative test of the corrosion resistance of CTS atreated packing was carried out. The test was performed in the 5th packing section, the high-temperature position with the most serious corrosion problems. The was conducted from 2011 to 2023, and the test material was 317L+CTS.
The surface of the 317L packing sheet was serverly corroded, thinned, and perforated, so it needed to be replaced every cycle.
After 2 cycles of application, the 317L+CTS packing still had a complete structure and the tensile strength was at a normal level, and it had been used continously until the 3rd cycle.
The top of the 5th section of the vacuum tower of a 1 million tons/year asphalt plant of a petrochemical company in Southern China (Merey Crude Oil: Sulfur content 2.8w%, acid value 1.74mgKOH/g)
Project background
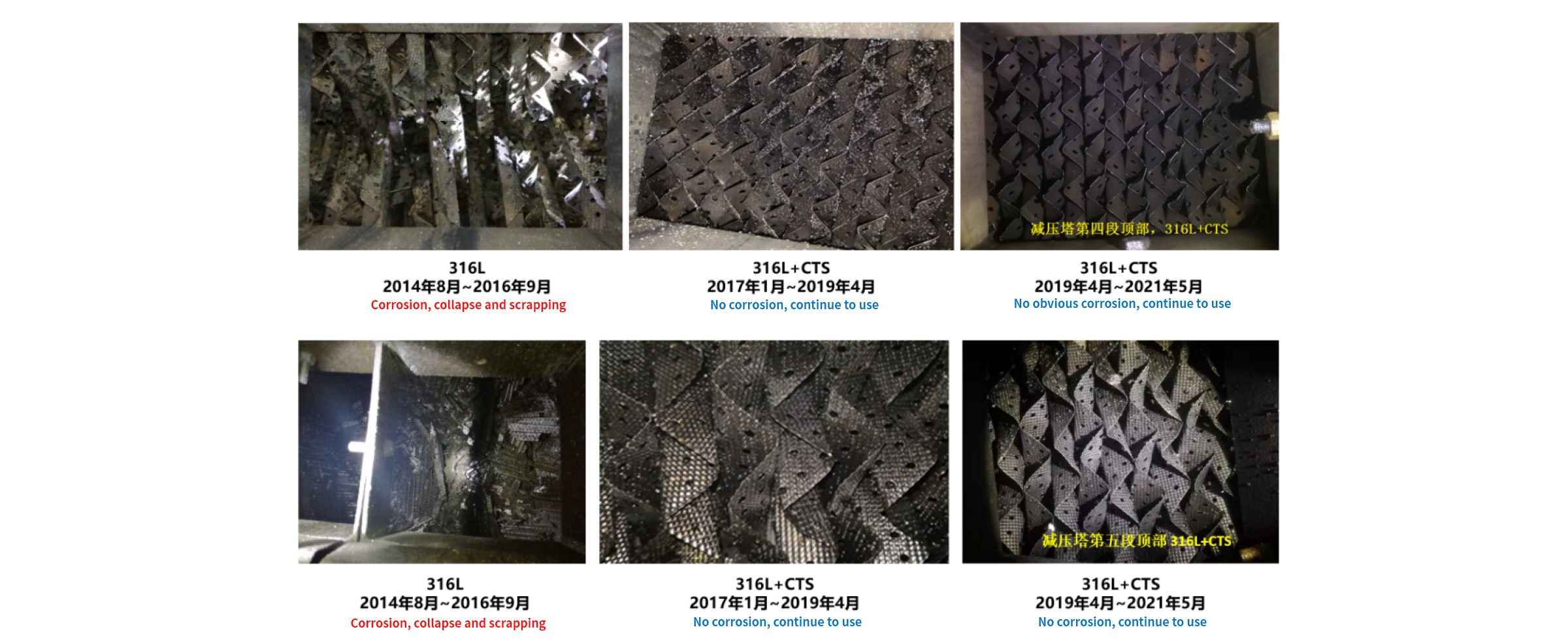
The Venezuelan Merey crude oil processed by the plant was a crude oil with high sulfur, high acid, high salt and high residual carbon asphaltenes. The an acid value was 1.74mgKOH/g and the sulfur content was 2.8w%. The crude oil processed by the atmospheric and vacuum plant was not desalted. It had been in intermittent productions since August 2014 when the 4th and 5th sections of the vacuum tower were overhauled and replaced, and it was shut down in September 2016. The operation time in a year was only about five months.
Since the raw materials have not been desalted, the corrosions mechanism of the packing in the vacuum tower was relatively complex, mainly naphthenic acid corrosion in high-temperature areas. At the same time, due to severe packing corrosions, the frequent start and stop of the plant also caused polythionic acid stress corrosions and atmospheric corrosions. In particular, the packing in the 4th and 5th sections of the vacuum tower was seriously corroded, collapsed, and had a lot of sediment on the surfaces.
Solutions
In 2017, it was overhauled, the packing in the 4th and 5th sections of the vacuum tower was replaced with CTS treated packings.
The 316L+CTS packing has been used since 2017. The packings were found to be corroded free during maintenance inspections in 2019 and 2021, and it is still in use today (2023).
A branch of Sinopec in Central China - atmospheric and vacuum plant - vacuum tower
The second atmospheric and vacuum distillation plant was completed and put into operation in 1995. It was originally designed to process Middle East crude oil (represented by Iranian and Saudi crude oil), with a foulingcapacity of 2.5 million tons per year. In August 2002, the processing capacity of the plant needed to be expanded to 4.5 million tons/year. The "load transfer" technology was applied for this expansion project, an additional firststage vacuum tower was arranged in front of the original vacuum tower, and 2 side lines were set up: the first line to output diesel and the second line to output the wax oil, so that the atmospheric pressure part load and the vacuum part load were transferred to the first stage vacuum tower, thereby meeting the requirements for the expansion of the processing capacity of the plant.
The diameter of the first stage vacuum tower is 5800mm, and there are 4 sections of packing above the feed section. In order to ensure that the raw materials for subsequent processing plants meet the requirements, the iron ion content of first-line oil is required to be no more than 1.5mg/kg.
CTS technology was applied to the new packing in the first section of the first-stage vacuum tower.
2Since 2002, it had been in continuous operation for 8 years. When it was overhauled in 2010, the CTS film on the surface of the packing was intact, and the original film color was visible.
The iron ion content of the first-line oil has been stably controlled below 0.6mg/kg for a long period of time, which is better than the design requirements.

A petrochemical company in Southern China-IGCC plant-crude syngas/fuel gas heat exchanger
The crude syngas/fuel gas heat exchanger of the IGCC plant of a petrochemical company is a U-shaped tube heat exchanger with a diameter of 2000mm, tube bundle material is 316L, and a heat exchange area is 989 sqm. The relevant operating parameters of the heat exchanger are: The maximum operating pressure of the shell side is 2.769MPa (G), the maximum operating pressure of the tube side is 5.549MPa (G), the operating temperature range of the shell side (inlet/outlet) is 0/50℃, the operating temperature range of the tube side (inlet/outlet) is 62/15℃.
The heat exchanger was put into use in August 2009. The tube side medium was crude synthesis gas, which had complex components and contained corrosive media such as H2S, thereby was highly corrosive. In April 2011, a leak occurred in the heat exchanger tube bundle. The crude syngas was mixed with the purified gas, and the emissions exceeded the emission standards. We stopped the plant for inspection and measured the thickness of the heat exchanger tubes protruding from the outside of the tube plate in the tube box. It was found that the inner and outer walls of the heat exchange tubes were corroded to different level. The inner wall of the 2mm thick heat exchange tube was thinned by 0.5mm while the outer wall was corroded by 0.85mm. The corrosion on the inlet side was more serious than the outlet side.
In November 2012, the tube bundle of the heat exchanger was completely replaced, and anti-corrosion paint was used for anti-corrosion treatment. In October 2013, it underwent major overhaul and the heat exchanger was cleaned. In April 2018, the heat exchanger leaked again and continued to be used without stopping due to production reasons. In August 2018, the heat exchanger leaked seriously, with more than 130 perforations, causing an eight-day shutdown and a loss of more than 30 million yuan.
Solutions
During the overhaul in November 2018, all heat exchanger tube bundles were replaced, and CTS surface anti-corrosion treatment was performed on the inner walls of all tube bundles, and it was put into use in December 2018.
Results
As of September 2023, it has been used for more than 4 years and there is no leakage in the heat exchanger tube bundle.
A petrochemical company in Eastern China - atmospheric and vacuum plant - flash bottom oil – the fourth vacuum line (1) heat exchanger
2# 10 million tons/year atmospheric and vacuum plant, the crude oil processed was Saudi light crude oil and Kuwait mixed crude oil, the sulfur content was 2.425% (w), and the acid value was 1.5mgKOH/g.
Flash bottom oil - 4th vacuum line (1) heat exchanger (1121-E-574) was a floating head heat exchanger (BES-1200-400-25-2). The inner diameter of the equipment was 1200mm and the effective area was 400㎡. Number of tube sides per unit: Shell side 1, tube side 2. Heat exchange tube: 880 pieces, φ25×2.5, 6,000mm.
Heat exchange tube material: 304L; Fixed tube sheet material: 304; Baffles and guide tubes: 316L.
Since the processed crude oil was high-sulfur and high-acid crude oil, and the operating temperature of the heat exchanger was high, there was a risk of high-temperature sulfur-naphthenic acid corrosion and coking.
The entire tube core of this heat exchanger was made of stainless steel. The entire tube core was subjected to CTS treatment and was put into use in 2023.
8 million tons/year atmospheric and vacuum plant of a refinery of a branch of Sinopec Eastern China
In 2002, the refinery built a new 8 million tons/year atmospheric and vacuum distillation plant vacuum tower (Φ4800/Φ10200mm), which was the largest vacuum tower in China that year. It required the localization of major equipments. Candor undertook the design and manufacturing of the full tower liquid distributors.
Candor and Beijing Design Institute worked together with the users to discuss and confirm. Seven sets of large liquid distributors were successfully tested. All parties were satisfied with the test results, and the actual test results fully met the specified requirements.
Results At that time, as the first large-diameter packed tower in China, it was successfully launched in one run; A large-scale liquid distributor design, testing and evaluation system was established; Under extremely low spray density, the liquid distribution unevenness is less than 6%; In 2005, Candor was granted the second class Science and Technology Progress Award by Sinopec. Since then, Shenzhen Candor has participate in the designing and manufacturing - large-scale vacuum towers for many projects, and has achieved excellent operation results. In 2007, Fujian United's 4 million tons/year atmospheric and vacuum plant underwent capacity expansion and renovation; In 2009, Sinopec Changling Branch built a new 8 million tons/year atmospheric and vacuum plant; |  |
In 2012, the vacuum tower of the atmospheric and vacuum plant with an annual output of 5 million tons/year in Changyi, Shandong Province was deep-distillated and revamped;
In 2012, three sets of vacuum towers of Yangzi Petrochemical's atmospheric and vacuum plants with a total annual output of 16 million tons were newly constructed and revamped;
In 2017, Shandong Jingbo built a new 3.5 million tons/year raw material pretreatment plant;
In 2018, Shandong Runze built a new 5 million tons/year raw material pretreatment plant;
In 2022, Sinochem Hongrun built a 6 million tons/year atmospheric and vacuum plant.

A branch of Sinopec - coal hydrogen production plant - shifted gas ammonia scrubber
The gas feed to the ammonia scrubber of the hydrogen from coal production plant contains corrosive media such as CO2, H2S, HCN, and NH₃. If the gas is continuously operated for a cycle, the bubble cap tray will be corroded.
During the overhaul in 2019, an industrial test of the anti-corrosion CTS technology was conducted in the ammonia scrubber, and 15 316L+CTS bubble caps were installed on the top 1st tray of the ammonia scrubber where corrosion was the most severe. The 316L+CTS bubble cap was installed on the first tray of the ammonia scrubber. The installation position is as in the diagram.:
In March 2022, the bubble cap tray of the ammonia scrubber was removed for cleaning and inspection. The 316L bubble cap that had not been treated by CTS was obviously corroded, and the bubble cap was severely corroded and thinned. The original bubble cap thickness was initially 2mm, the thickness the bubble caps was only 1.1mm, part of the bubble caps were corroded into paper sheets thick and even partially perforated. On the other hand, there was no corrosion on the 316L+CTS bubble cap, the surface was intact, and the CTS film was clearly visible. The on-site photos are as follows:

For example, as for the 316L bubble cap and 316L+CTS that were immediately adjacent to each other in the yellow box in the above picture, after one cycle of use, the outside and inside of the 316L bubble cap were obviously corroded and became thinner; the outside and inside of the 316L+CTS bubble caps were intact. The CTS film layer was clearly visible.
Photos of the top of 316L bubble cap and 316L+CTS bubble cap:

Photos of the side of the 316L bubble cap and the 316L+CTS bubble cap:

Photos of the inside of the 316L bubble cap and the 316L+CTS bubble cap:

According to on-site inspections, the 316L bubble cap could no longer be used. The 316L+CTS bubble cap was not corroded in the corrosive environment of the ammonia scrubber and can meet the requirements for continued use.
During the overhaul in 2022, in order to ensure subsequent safe and stable operation, all tower plates and bubble caps were subjected to CTS treatment.
Modifications of alkylbenzene plant of a petrochemical company in Nanjing
In 2000, the alkylbenzene plant was decided to expand its production capacity from 70,000 tons/year to 100,000 tons/year.
Benzene scrubber: The scrubber diameter was 2,400mm, atmospheric pressure tower, it was equipped with a set of CFY12 redistributors, and plate corrugations were partially used.
Alkane scrubber: The scrubber diameter was 5200mm vacuum tower, it was equipped with a total of 5 sets of CFY11 and CFY12 distributors (one set was used for the contact condenser) and corrugated plate packings.
After the modifications of the benzene scrubber, the processing capacity reached 150% of the original one, the benzene removal effect was good, and the bottom of the scrubber basically did not contain benzene.
After the modifications of the alkane scrubber, the output reached 145% of the original design. The alkylbenzene at the top of the scrubber was less than 200ppm, and there was no alkane at the bottom of the scrubber.
A branch of Sinopec’s 200,000 tons/year alkylbenzene plant modification project
In 2013, the alkylbenzene plant was unable to meet product specifications after capacity expansion and renovation. Without a good solution, an additional alkane scrubber (before the modifications) was used in series. Not only did it fail to meet the product specifications, but also the energy consumption was significantly higher than the design value, another modification was required.
The entire tower internals of the alkane scrubber and alkylbenzene reforming tower were replaced, using Candor's set of high-efficiency packed tower internals technology.
It was put into trial operation in December 2013, and the plant was successfully started in one go. After the modification, the processing capacity of the plant has reached the design capacity of 200,000 tons/year. The product quality of the C-405 and C-406 towers is better than the design specifications (the alkylbenzene content at the top of the alkane scrubber is ≤0.08%, and the alkane content at the bottom of the scrubber is ≤0.04%), the comprehensive energy consumption of the product is significantly reduced. This shows that the alkylbenzene plant with the largest processing capacity in China has made significant progress after its modifications and has reached the domestic advanced level! The manufacturer specially issued a thank-you note to the Company to express their congratulations and appreciations.
Since 1999, Shenzhen Candor has undertaken the 100,000 tons/year alkylbenzene production project of Nanjing Jintong Petrochemical Co., Ltd., 100,000 tons/year alkylbenzene project of Jiangsu Jintong Petrochemical Co., Ltd., and 100,000 tons/year alkylbenzene project of Sinopec Jinling Branch, PetroChina Fushun 136,000 tons/year alkylbenzene washing plant (2 sets), Jiangsu Jintong Surfactant Co., Ltd. Jiangbei's newly-built 100,000 tons/year alkylbenzene project, Sinopec Jinling Branch 200,000 tons /year alkyl benzene and other new alkyl benzene newly-built (expansion) projects, the start-up results were better than the design requirements, and these projects have made customers satisfied in terms of energy saving and efficiency improvement.
Project background
The reflux system of the acid water stripping plant was seriously corroded, especially the reflux pipe, reflux pump, reflux tank and condenser at the top of the tower. Due to serious corrosion and leakage, the equipment replacement cycle of the reflux system was short, which affected the acid water treatment of the plant.
Tower top operating parameters
No. | Items | Acid water stripping plant |
| 1 | Wastewater treatment capacity, t/h | 160-200 |
| 2 | Tower top temperature, ℃ | 120-130 |
| 3 | Tower top pressure, MPa | 0.15 |
| 4 | Reflux liquid temperature, ℃ | 90 |
Media analysis data
Items | Acid water stripping plant | Petroleum in outgoing water (mg/L) | Not detected |
Ammonia nitrogen in incoming water (mg/L) | 3900 | Reflux liquid pH value | 8.6-10 |
Sulfide in incoming water (mg/L) | 72 | Reflux liquid iron ions (mg/L) | Total iron 39.6 |
Petroleum in incoming water (mg/L) | Not detected | Reflux liquid Cl - (mg/L) | Max 11000 |
Outgoing water COD (mg/L) | No components causing excessive COD | H2S in non-condensable gas (%) | ﹤2 |
Ammonia nitrogen in outgoing water (mg/L) | 5-30 | NH4 +in non-condensable gas (%) | Total nitrogen 50 |
Sulfide in outgoing water (mg/L) | No | CO2 in non-condensable (%) | 50 |
Comparison solution
The test location was selected in the reflux liquid pipeline behind the reflux pump of the acid water stripping plant. Customized 304 stainless steel filter hanging sheets were used. The engineer from Candor Technology treatEd the samples and sent them back.
Results
Due to the fast flow speed of chloride ions in the reflux system of the acid water stripping plant, the filter hanging sheets were subject to rapid corrosion.
304 stainless steel filter hanging sheet:
After being placed for a week, corrosion was visible; after being placed for 40 days, the filter was completely corroded, and the overall skeleton structure was also completely corroded.
CTS-treated 304 stainless steel filter hanging sheet:
There was no corrosions after being placed for a week; after being placed for 40 days, the filter screen became brittle and could be broken by hand, but the overall skeleton structure and filter holes were intact; after being placed for 3 months, the overall skeleton was still intact.
 |  |  |
304 filter (after being placed for 40 days) | 304+CTS filter (new) | 304+CTS filter (after being placed for 3 months) |
The 1,3 Propylene Glycol project of a Suzhou bioengineering company
Project background
In May 2013, the foundation of the PTT biomass differentiated fiber project with an annual output of 50,000 tons was laid in Wujiang, Jiangsu. The project aimed to use PDO and PTA to synthesize PTT. PDO was a bio-based fiber produced in cooperation with Tsinghua University and was produced from renewable resource glycerol. New materials, rather than petrochemical raw materials, have significant environmental value. In the context of increasingly tight resources and environment, new fiber materials are an important direction for the future development of the industry. Wang Tiankai, chairman of the International Textile Manufacturers Federation, once said that the implementation of this project has solved the problem of homogeneity of fiber products, will have an important impact on the adjustment of the industry's product structure, and will make a positive contribution to the development of China's chemical fiber industry.
In order to ensure that the products meet high purity requirements, the product separation section was equipped with Shenzhen Candor's complete set of technologies and the lateral extraction process.
In 2015, the plant was successfully started for the first time, producing raw materials that met the polymerization requirements. The plant was the first domestic plant to achieve industrialized production of biomass PDO, ushering in a new era.
After 10 years of research, Candor cooperated with Hunan Institute of Chemical Industry and Tsinghua University to develop a production process for 1,3-propanediol using the fermentation method. It has successively designed a series of multiple sets of 1 , 3-propanediol pilot plant and production plants for Heilongjiang Chenneng, Hunan Haina Baichuan, and Suzhou Suzhen using fermentation production methods, successfully realizing the industrialization of scientific research results in fermentation production of 1,3-propanediol. From laboratory tests to pilot trials of demonstration projects, and finally to the operation of industrial plants, Candor has industrialized the process successfully.

Further Reading----
The first domestic 1,3-propanediol project with an annual output of 10,000 tons has been put into operation
2On August 19, 2020, the first domestic 1,3-propanediol project with an annual output of 10,000 tons was officially put into trial operation. The project was provided with the second-generation fermentation method newly developed in cooperation with Tsinghua University to produce 1,3-propanediol, as an exclusive technology in China. Shenzhen Candor was responsible for the design and manufacturing of a complete set of distillation plants.
The project was located in Liangshan County, Liangshan County, Jining City, Shandong Province. After more than a year of design, procurement and civil construction, the main plant distillation workshop was completed in December 2019, and the installation of on-site equipment, pipelines, and instruments was completed in July 2020. At 11 a.m. on August 19, after a series of on-site inspections and testing, the project was officially successfully put into commissioning. As of 7 p.m. on August 19, the moisture content test result of the dehydration tower bottom product was 0.08%, meeting the discharge standard successfully.
1,3-Propanediol (PDO) is an important chemical raw material and has become one of the latest popular polymer materials developed internationally. It is considered an upgraded product of polyethylene terephthalate (PET). The second-generation improved technology used in this plant further improved the yield and quality of PDO, reduced production costs, broke through the bottleneck restricting the development of the PDO industry, and the process technology has reached the internationally advanced and domestic leading level. The construction of the project will realize the large-scale production of PDO in China, reduce the price of PDO to a reasonable range, and solve the "technical barrier" that has hindered PTT polymerization for 50 years, which is of important strategic significance.

A branch of Sinopec - 60t/h sewage stripping plant - sewage stripping tower
Project background
The plant was based on a single-tower steam stripping side-line extraction process (side-line ammonia extraction) and centrally treated sulfur-containing sewage discharged from the refining plants and tanks zone. The relevant data of the tower are shown in the table below.
Sewage Stripper Data
| Structural parameters | |||
| Tower diameter | 800mm | 1600mm | 1800mm |
| Internal parts form | Packing | 16 tower plates | 29 tower plates |
| Operating conditions | |||
| Temperature | 40-140℃ | ||
| Pressure | 0.5MPaG | ||
| Medium conditions | |||
| Feeding quantity | 60t/h | ||
| Crude oil wastewater | H2S,mg/L | NH3,mg/L | HF,ppm |
| 8409 | 17109 | >10 | |
| Top of tower | 70%(m) | ||
According to API581 classification, the medium conditions in this tower are classified as the third category of severely corrosive environment. In actual production, the tower was severely corroded. It used 316L stepped ring packing that was failed within 1 year.
Solutions
The stepped ring packing (base material 304, thickness 1.0mm) produced using CTS technology in 2000.
Rsults
After four and a half years of continuous use, the tower was inspected in 2004, and no corrosion was found. It continued to be used until it was inspected and replaced in 2009.
After the overhaul, the new CTS packing was used till now.

Acid water stripping plant of a PetroChina refining and chemical company in Southern China
Project background
The Column A stripping tower began to show signs of tray fouling and blockage. The pressure at the bottom of the tower increased, the pressure at the top of the tower decreased, and the pressure drop across the tower increased from 54KPa to 65KPa. On July 20, the pressure drop across the tower further increased. Production activities could only be maintained by reducing the processing capacity. In order to avoid the insufficient capacity of the acid water storage tank due to the decrease in the processing capacity of the stripper, the Column A stripping tower was shut down for emergency repairs. The planned shutdown period for the overhaul was 5 days.
The plant used single-tower side stripping process. After stripping, the purified water contained no more than 10 ppmwt H2S and no more than 50 ppmwt NH3.
Solutions
In 2017, CTS treatment was performed on the 67-layer 316L trays in the entire tower to improve the anti-corrosion and anti-fouling properties of the trays.
Results
It was overhauled in 2022. After opening the tower for inspections, it was found that there was no obvious corrosion and fouling on the trays, and the operation was good.
In order to meet the acid water treatment needs of the entire plant, the tower was expanded and modified during this overhaul, and replaced with a three-dimensional mass transfer tray. In order to ensure the stable, long-term and optimal operation of the plant, CTS treatment was used on the entire tower trays.

Status of 316L+CTS trays after one Newly treated three-dimensional mass
cycle from 2017 to 2022 transfer trays in 2022
500,000 tons/year CCUS demonstration project for a power plant in Jiangsu Province
The 500,000 tons/year CCUS demonstration project of a power plant in Jiangsu Province of CHN Energy was a national science and technology project in 2021. This project aimed to build a 500,000 tons/year CO2 capture system, and the plant had a continuous annual operation time of 8,000 hours. The captured 500,000 tons of carbon dioxide was supplied to oil displacement and also food-grade usage through compression, drying and liquefaction. The products include 400,000 tons of oil displacement carbon dioxide/year and 100,000 tons/year of food-grade carbon dioxide. There was also a reserved interface for the outlet of the oil-displacing carbon dioxide storage tank, which was supplied to Taixing Chemical Park enterprises for carbon dioxide hydrogenation to produce methanol (the estimated scale of methanol production was 100,000 tons/year). The capture and utilization ratio of carbon dioxide was 100%.
Complete solution
As the designer and manufacturer of tower internals in the carbon dioxide capture section of the project, Candor Technologyapplied a complete set of high-efficiency CO2 absorption and regeneration technology to ensure the plant's high efficiency, low pressure, and high operational flexibility.

Results after start-up
All parameters conform to the design requirements.

A branch of CNOOC - Hydrogenation plant - Pump mechanical seal flushing liquid cooler (circulating cooling water chloride ion corrosion)
The size of the circulating cooling water supply main pipe was too small, the circulating cooling water flow rate was low, the flow speed was slow, thus the fouling was easily formed. Fouling reduced the heat transfer effect of the cooler, caused the temperature of the chloride-ion-rich flushing fluids to rise to nearly 100°C, leading to sever corrosions. The service life of the 316L heat exchanger was about 0.5 years.
Solutions
We replaced the heat exchanger with a new one, and performed CTS treatment on the outer wall and head of the heat exchange tube.

The 316L+CTS heat exchanger was put into use in 2019. As of September 2023, it has been employed for more than 3 years without corrosion problems and is operating normally.



